У виробництві труб з нержавіючої сталі на внутрішню цілісність впливає не стільки процес остаточної обробки, скільки якість початкової заготовки. Вздовж осі будь-якого литого виробу концентруються неметалеві включення, дрібні шаруваті порожнини та елементи, що утворилися в результаті хімічної сегрегації. Спосіб обробки дефектного ядра — пірсинг та передова гаряча екструзія — значною мірою визначає термін служби готової труби. Нижче ми розглянемо кожен етап — від підготовки заготовки до кінцевого контролю якості, що надає інженерам змогу наблизити якість виробу до вимог проєкту.
Природа дефектів ядра
Під час затвердіння зерна збільшуються у розмірі в напрямку від стінки форми до центру; центр є останньою зоною, що застигає, і тому природним чином там накопичуються домішки. Оксидні та сульфідні частки, не здатні вписатися в решітку, яка затвердіває, просуваються попереду линії затвердіння і потрапляють у ядро. Одночасно об’ємне скорочення створює мікропорожнини, а елементи, такі як вуглець, фосфор або молібден, сегрегуються, утворюючи смуги зміненої хімії.
Якщо ці дефекти не усунути, вони поширюються у вигляді пор порожнини вздовж внутрішнього діаметра труби або ниткоподібних дефектів, і зрештою стають причиною появи тріщин під циклічним тиском, знижують стійкість виробів до точкової корозії в середовищі хлоридів і прискорюють пошкодження від повзучості при високих температурах.
Підготовка заготовки для пірсингу
Пірсинг передбачає повторний підігрів твердої заготовки до ~1150 °C у газових ротаційних печах. Продовжене витримування призводить до утворення товстого шару окалини та сприяє карбонізації поверхні. Коли заготовка стає пластичною, її захоплюють нахилені валки, які одночасно обертаються, та подають її до стаціонарного мандреля. При цьому напруження зсуву розколює гаряче ядро, і метал радіально витікає назовні, стаючи частиною внутрішньої поверхні.
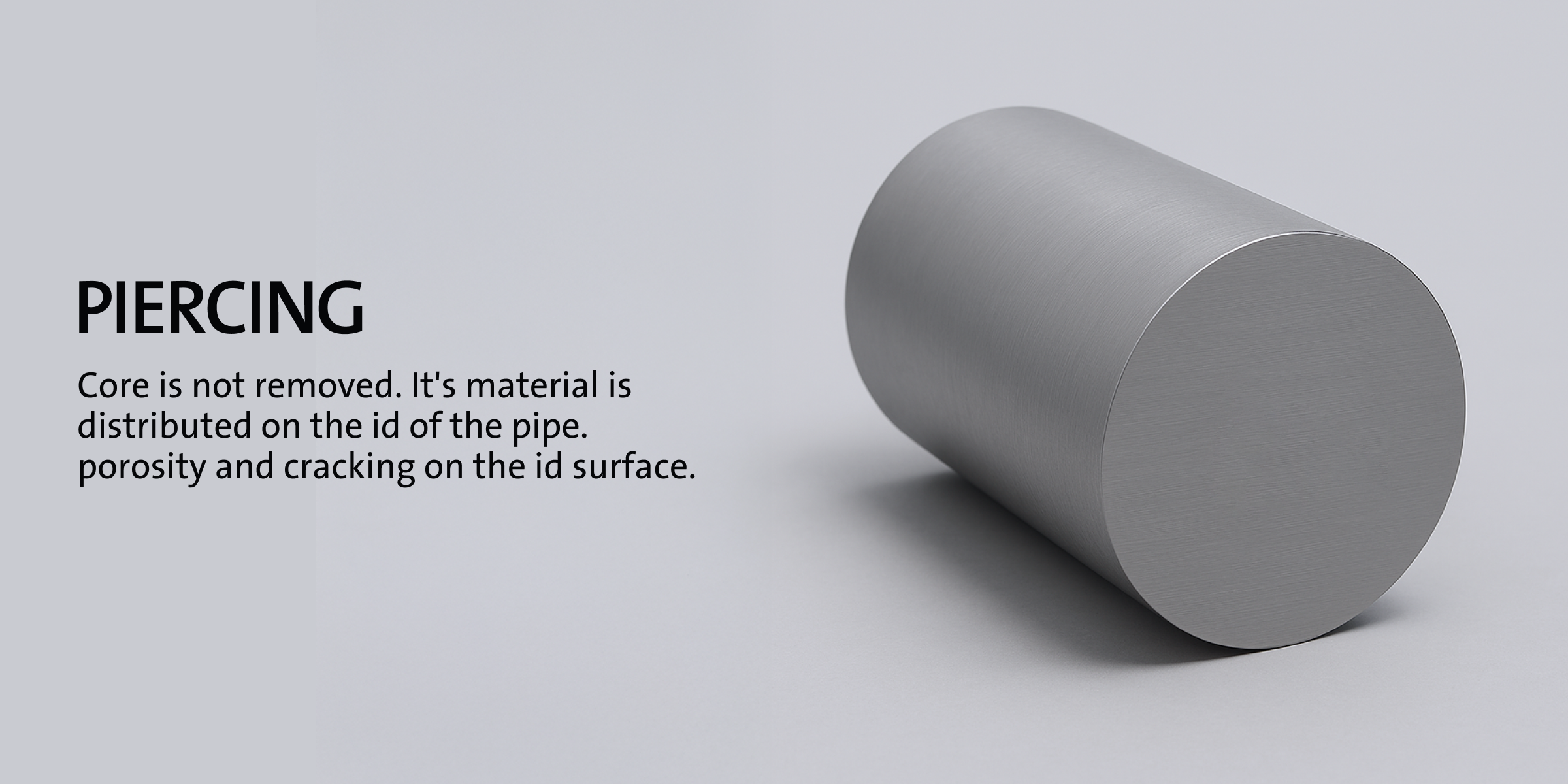
Оскільки центральна зона залишається недоторканою до її розколу, будь-які включення чи сегреговані смуги будуть розтягнуті вздовж нового отвору. Найпоширеніші типові дефекти — це пористість стінки, середньо-стінкові шари або волосоподібні тріщини — дефекти, що вимагають інтенсивного неруйнівного тестування (фазоване ультразвукове тестування, вихрострумова перевірка) і, у разі виявлення, дорогого шліфування або відмови.
Крім того, центральна зона залишається недоторканою до її розколу, будь-які включення чи сегреговані смуги будуть розтягнуті вздовж нового отвору. Типові дефекти включають пористість стінки, середньостінкові шари або волосоподібні тріщини — дефекти, які вимагають інтенсивного неруйнівного тестування (фазоване ультразвукове тестування, вихрострумова перевірка) і, у разі виявлення, дорогого шліфування або видалення.
Як підготувати заготовку для екструзії
В методі передової гарячої екструзії використовується превентивна стратегія. Перед нагріванням заготовку піддають глибокому свердлінню, яке видаляє близько 10–16% її діаметра, фізично вичищаючи дефектну серцевину. Потім порожнисту заготовку індукційно нагрівають протягом 8–12 хвилин: швидке нагрівання зменшує кількість окалини, а покриття з порошкового скловолокна плавиться, утворюючи плівку з низьким коефіцієнтом тертям, яка одночасно змащує та захищає поверхню.

Протягом такту екструзії, що триває 4–8 секунд, заготовка стискається через матрицю під гідростатичним тиском. Ця дія руйнує залишкову мікропористість, усуває розриви, що виникають внаслідок зсуву, та перебудовує зерна у дрібний, однорідний потік. Таким чином ствоюються характеристики, цінні для дуплексних, супердуплексних та нікелевих сплавів, де фазовий баланс та стійкість до корозії залежать від чіткого контролю температури.
Порівняльна перспектива
З точки зору чистоти внутрішнього діаметра, екструзія зазвичай є більш рекомендованим методом, оскільки надає змогу ще до початку гарячої обробки видалити ядро, що містить більшість дефектів. В результаті труби мають меншу кількість включень та більш гладкі отвори: завдяки цьому можна зменшити обсяг перевірок. Однак обладнання для пірсину є економічнішим та підходить для товарних аустенітних марок.
Тим не менш навіть у простих застосуваннях приховані включення, введені під час пірсингу, можуть пізніше проявитися в ході обробки або формування. Це може призвести до дорогих відмов або переробки частин обладнання. Таким чином, екструзія може виявитися економічно виправданою навіть для стандартних або середньорозмірних продуктів, особливо для операцій, де точність має велике значення.
Економіка проєкту, таким чином, залежить від двох питань:
- Чи може робоче середовище витримати певні включення або шари на внутрішньому діаметрі? Якщо так, пірсинг може забезпечити прийнятну якість за нижчою ціною.
- Чи є обов’язковою цілісність з нульовим рівнем дефектів — незалежно від того, чи йдеться про труби первинного контуру ядерної енергетики, лінії заправки воднем, котушки для синтезу сечовини високої чистоти, гідравлічні контури надвисокого тиску для мобільного обладнання, критично важливі для безпеки автомобільні паливні/вихлопні вузли, або будь-який оброблений компонент, де одне включення може призвести до пошкодження цілої деталі? У таких та багатьох подібних ситуаціях витрати на екструзію — зазвичай 15–25% від ціни готової труби — швидко окупаються завдяки довшим інтервалам між перевірками, більшій втомній міцності, меншим наслідкам обробки та меншому гарантійному терміну.
- Урахування термінів також важливе. Екструзію можна використовувати для труб довжиною до 24 м, усуваючи обвивні зварювання в теплообмінниках або котлах реформера, в той час як обладнання для пірсингу рідко перевищує 12 м без подальшого зварювання.
Практичні рекомендації з вибору метода
- Визначте критерії прийнятності для внутрішнього діаметра (ID) – максимальний розмір включень, Ra та допустиму швидкість шарування – у межах запиту цінової пропозиції.
- Перевірте макроструктуру заготовки за допомогою макротравлення або ультразвукового картування; сильно розділені плавки сприяють екструзії.
- Підберіть сімейство сплавів до процесу. Дуплексні, супердуплексні та нікелеві марки сплавів мають переваги завдяки коротшому термічному впливу екструзії та меншому тертю, що зменшує утворення сигма-фази та поверхневі подряпини.
- Враховуйте потреби в довжині та вигині. Там, де необхідні довгі, беззварні витки або вузькі радіуси вигину, екструзія забезпечує концентричні стінки та дрібніше зерно, завдяки чому можна забезпечити передбачувану поведінку формування.
Висновок
Коли дефекти ядра ставлять під загрозу надійність труб, успіх залежить від вибору методу гарячої обробки: найефективніший то, що нейтралізує ці дефекти, а не просто маскує їх. Прошивка забезпечує економічну ефективність та належну якість для некритичних послуг, проте при використанні такого методу залишаються включення та мікроусадка, що мігрують на внутрішній діаметр заготовки, вимагаючи ретельнішого контролю та менших технологічних вікон. Гаряча екструзія, навпаки, фізично видаляє осердя заготовки: для цього використовується рівномірне стискаюче навантаження. Завдяки даному методу створюється дрібнозерниста стінка труби з низьким вмістом включень. В результаті клієнт отримує труби з меншим розкидом механічних властивостей, довшим терміном служби під дією корозії та вищою якістю за умови використання під циклічним або високим тиском.
Для проєктів, в яких не заплановані зупинки, гарантійні претензії або запаси безпеки мають реальну економічну вагу – наприклад, в ядерних теплообмінниках, водневих або сечовинних лініях, надкритичних парових змійовиках – витрати на екструзію швидко окупаються. Таким чином, коли проєкт потребує цілісних труб з нульовим рівнем дефектів, екструзія – це не просто варіант; це оптимальний вибір.